
YODEE syntyi Guangzhoussa, jolla on maailman jalostustehtaan titteli vuonna 2012. Viimeisten kymmenen vuoden aikana kertyneen suunnittelu-, valmistus- ja myyntikokemuksen ansiosta meillä on täydellinen tehdas, erinomainen tiimi ja monia erittäin tärkeitä kotimaisia ja ulkomaisia kumppaneita.
YODEE kiinnittää suurta huomiota koneen laatuun ja käyttökokemukseen.Pyrkiessämme laatuun innovoimme jatkuvasti teknologiaamme ja valvomme tarkasti jokaisen osan laatua materiaalivalinnassa.Ennen kuin jokainen kone toimitetaan asiakkaalle, meidän on toistuvasti tarkistettava ja testattava erilaisia mahdollisuuksia varmistaaksemme, että kone on korkeimmalla tasolla.
Ruostumattoman teräksen raaka-aineiden valinta:
| Malli | Ni-ioni (%) | Korroosionkestävyys | Soveltamisala |
| SUS201 | 3,5-5,5 % | Alempi | Koristeellinen kenttä, koti |
| SUS301 | 6–8 % | Alempi | Auton osat, Dviation |
| SUS304 | 8–10,5 % | Keski | Teollisuus, elintarvikeala |
| SUS316 | 10–14 % | Korkea | Kosmetiikka, ruoka, lääkeala |
| SUS316L | 12–15 % | Erittäin korkea | Kosmetiikka, ruoka, lääkeala |
Materiaalivalinnan päätyttyä YODEE leikkaa jokaisen asiakkaan tarvitsemien koneiden piirustusten mukaan ja spesifikaatioiden ja mittojen mukaan, pyrimme käyttämään kokosivuisia ruostumattomia materiaaleja jatkosten ruostumattomien teräsmateriaalien sijaan.
Leikatut ruostumattomat teräsmateriaalit hitsataan ja kiillotetaan prosessin mukaisesti, ja YODEE:lla on edelleen erilaisia pyrkimyksiä hitsausteknologiaan ja kiillotusvaatimuksiin.Konevalmistus perustuu pääosin täryhitsaukseen ja putkisto on pääasiassa kaksipuolista kaasuhitsausta.Kiillotus on 300 mush peilikiillotus.
Koneistuksen alalla on pääasiassa seuraavia hitsaustekniikoita:
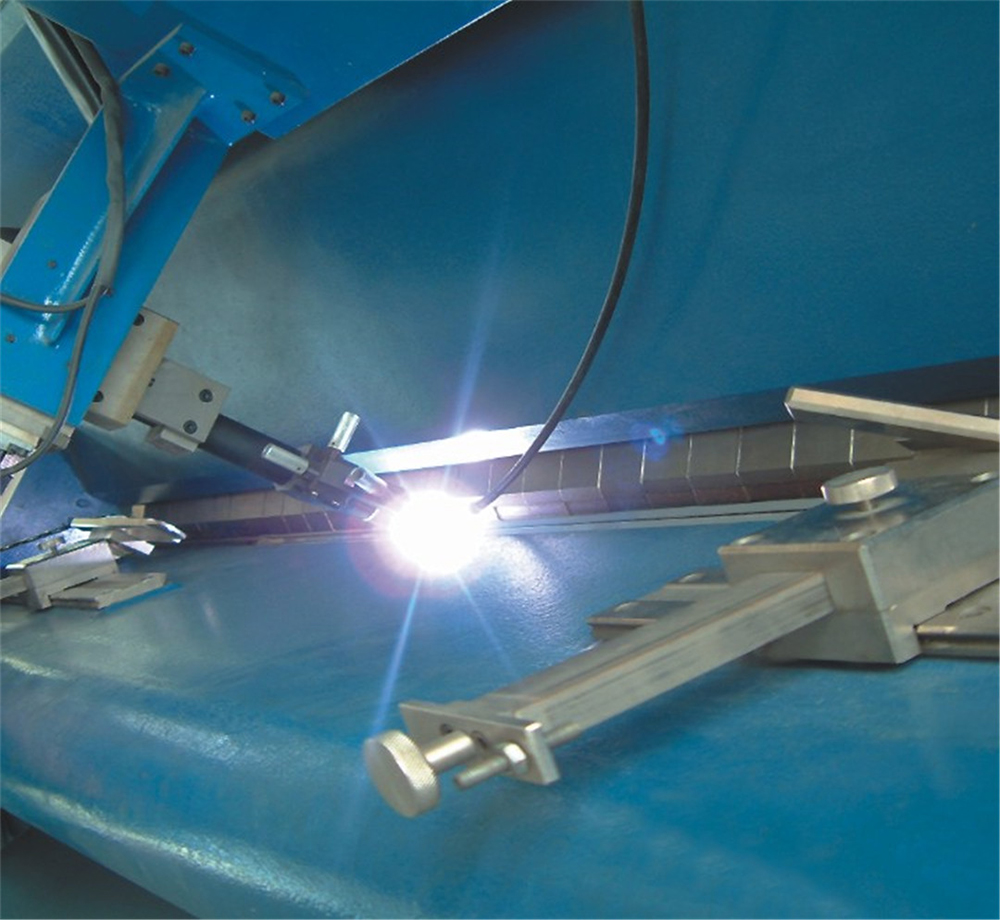
1. Pistehitsaustekniikka: Se voi yhdistää nopeasti kaksi ruostumattomasta teräksestä valmistettua osaa, mutta haittana on, että se ei ole tarpeeksi vahva, ja niiden välillä on monia rakoja, ja niissä on rei'ityksiä ja hitsauskuonaa.Matalat tekniset vaatimukset hitsaajille.Estetiikka on suhteellisen alhainen.
2. Liukuva hitsaustekniikka: hitsauspinta on suhteellisen tiheä, suhteellisen kiinteä, rako on parempi, rei'itys on suhteellisen alhainen, tietty hitsauskuona ja estetiikka on keskitasoa.
3. Ravisteluhitsaustekniikka: hitsauspinnat keskenään voidaan sovittaa täydellisesti, erittäin luotettava, ei rakoa, ei rei'itystä, ei hitsauskuonaa ja korkea estetiikka.
4. Kaksipuolinen kaasutäytteinen hitsaustekniikka: käytä hiilidioksidikaasua hitsauspinnan suojaamiseen, pienellä sulalla altaalla, sopivampi hitsauspinta, kaunis ulkonäkö, ei hitsauskuonaa, ei analyysiä ja hyvä hitsauslaatu.
Kiillotusprosessi:
1. Esihionna ja kiillota tuote ja hio työkappale karkealla pinnalla hiomahiekalla makro-epätasaisen pinnan poistamiseksi.
2. Kiillota seuraavaksi karkeahiontana karkeiden hiontajälkien poistamiseksi.Tämän prosessin jälkeen työkappaleen pinta on vähitellen sileä ja kirkas.
3. Suorita lopuksi seuraava hienohionta- ja kiillotusvaihe, jotta työkappale voi saavuttaa ihanteellisen kirkkauden ja esteettisyyden.

YODEE:n yhteistyökumppani kokoaa kaikki osat ja tekee alustavat säädöt ja tarkastukset.
Kaikki YODEE-työkappaleet kootaan kokonaiseksi koneeksi, ja laadunvalvontainsinööri suorittaa 24 tunnin toimitusta edeltävän testin koneelle tehtaalla.